

18971046103

手 机:18971046103(原长城塑料模具厂)
电 话:0712-2588778
邮 箱:1055996174@qq.com
网 址:www.escooters2go.com
地 址:孝感市孝南区毛陈镇华中模具城
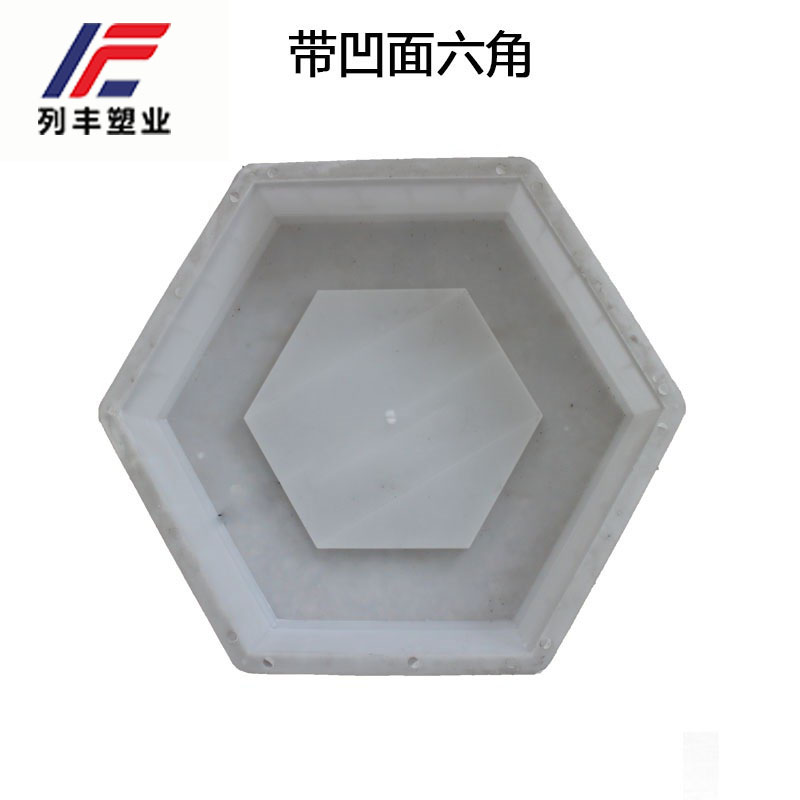
六角护坡塑料模具成型周期:成型周期决议注塑模具的劳动出产率,因而越短越好。电线槽公司成型周期指完结一次注塑工艺全过程所用的时刻,包含合模时刻、注塑时刻、保压时刻、冷却时刻、开模时刻、顶出时刻及其他时刻(如放嵌件、喷脱模剂等)。恩施优质的电线槽其中保压时刻和冷却时刻占的份额Z大,有时可达80%。而保压时赣冷却时刻在很大的程度上取决于塑料制品的壁厚,因而能够依据塑料制品的壁厚来大致预算注塑模具的成型周期。
高速公路路沿石塑料模具淬裂的原因及预防措施如下:形状效应,主要是设计因素造成的,如圆角R过小、孔穴位置设置不当,截面过渡不好。过热(过烧),主要是由控温不准或跑温、真空热处理工艺不规范、不合理、特别是回火不充分。恩施电线槽设置温度过高、炉温不均等因素造成,预防措施包括检修、校对控温系统,修正工艺温度,在工件与炉底板间加垫铁等。优质的电线槽公司脱碳,主要由过热(或过烧)、空气炉无保护加热、机加余量小,锻造或预备热处理残留脱碳层等因素造成,预防措施为可控气氛加热,盐浴加热,真空炉、箱式炉采用装箱保护或使用防氧化涂料;机加工余量加大2~3mm。

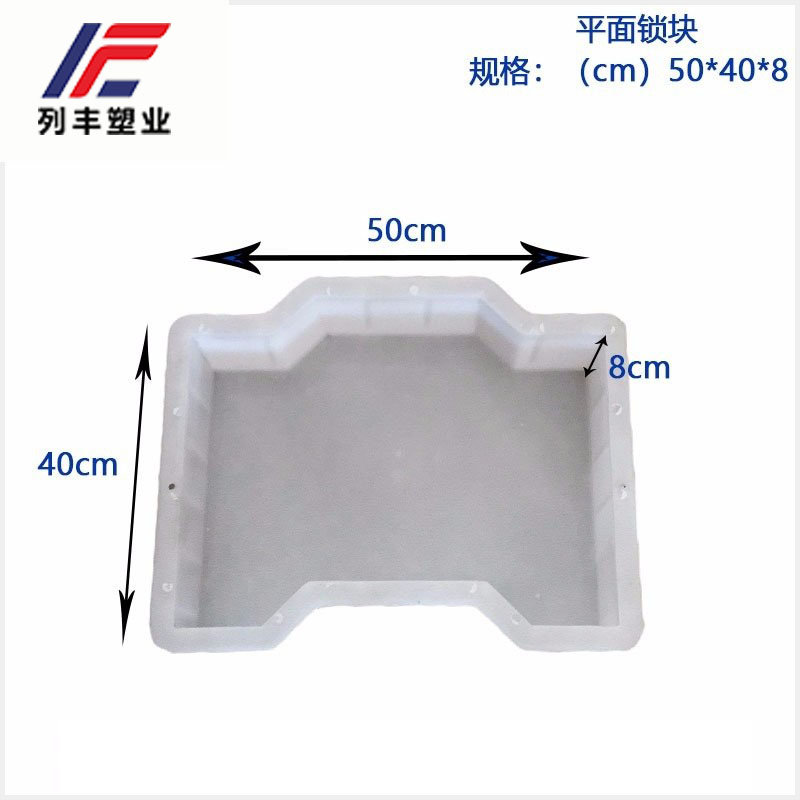
制作防撞路沿石模具,耐腐蚀性能是对其主要要求,其耐腐蚀性能必须满足介质腐蚀要求;而对一般结构件来说,主要要求应是路沿石模具性能。优质的电线槽路沿石模具性能指标的选取应根据结构件的工作条件和失效形式来确定。所选用的注塑件必须是能够加工成所需零部件或设备,并能保证加工质量和较低的加工成本。恩施电线槽公司一般来说,较为昂贵的不锈钢加工性能都好,加工成本较低,成材率高,但材料成本高。如果选用较为低廉的不锈钢,材料成本降低了,而加工成本可能由于采取中间,注塑等加工工艺,使加工成本升高,成材率下降,所以选择时要综合考虑。如对于要求成形的预制件,应采用塑性较好的材料,而不能采用脆性材料。

注塑模具:它主要是热塑性塑料件产品生产中应用Z为普遍的一种成型模具。恩施电线槽注塑模具对应的加工设备是注塑成型机,塑料首先在注塑机底加热料筒内受热熔融,然后在注塑机的螺杆或柱塞推动下,经注塑机喷嘴和模具的浇注系统进入模具型腔,塑料冷却硬化成型,脱模得到制品。优质的电线槽公司吹塑模具,用来成型塑料容器类中空制品(如饮料瓶、日化用品等各种包装容器)的一种模具,吹塑成型的形式按工艺原理主要有挤出吹塑中空成型、注塑成型的形式按工艺原理主要有挤出吹塑中空成型、注射吹塑中空成型、注射延伸吹塑中空成型,多层吹塑中空成型,片材吹塑中空成型等。吹塑成型只适用于热塑料品种制品的生产。

路沿石安装,按测量设定的平面与高程位置刨槽、找平、夯实后安装路缘石。钉桩挂线(双挂线法)后,沿基础一侧把路缘石依次排好。优质的电线槽路缘石垫层用1:3石灰砂浆找平,虚厚约2cm。路缘石背后宜用水泥混凝土浇筑三角支撑,回填用灰土夯实,夯实宽度不应小于50cm,高度不应小于15cm,压实度不应小于90%,以保证路缘石稳定。恩施电线槽公司采有湿法养生3d,其间应防止碰撞。



