

18971046103

手 机:18971046103(原长城塑料模具厂)
电 话:0712-2588778
邮 箱:1055996174@qq.com
网 址:www.escooters2go.com
地 址:孝感市孝南区毛陈镇华中模具城

料模具加工磨削裂纹和恒温磨削,当工件内有大量的残留奥氏体时,在磨削热的作用下,发生回火转变,从而产生组织应力,导致工件开裂。郴州盖板其预防措施是:淬火后进行深冷处理或多次重复回火(模具回火一般为2~3次,即使是冷加工用低合金工具钢也是如此)。郴州盖板最大限度地降低残留奥氏体量。恒温磨削,高速公路路沿石塑料模具对于尺寸公差在0.01 mm以内的精密模具的精密磨削要注意环境温度的影响,要求恒温磨削。由计算可知,300mm长的钢件,温差3℃时,材料有10.8μm左右的,(10.8=1.2×3×3,每100mm变形量1.2μm/℃),各精加工工序都需充分考虑这一因素的影响。

沿石塑料模具加工脱碳和韧性不足,脱碳是由于钢件在加热或保温时,因周围气氛的作用,使表面层部分的碳全部或部分丧失的现象和反应。郴州盖板钢件的脱碳不仅会造成硬度不足、淬裂和热处理变形及化学热处理缺陷,而且对疲劳强度、耐磨性及模具性能也有很大影响。郴州盖板公司韧性不足韧性不足的原因可能是淬火温度过高,且保温时间过长引起晶粒粗化造成的,或由于没有避开回火脆性区进行回火。

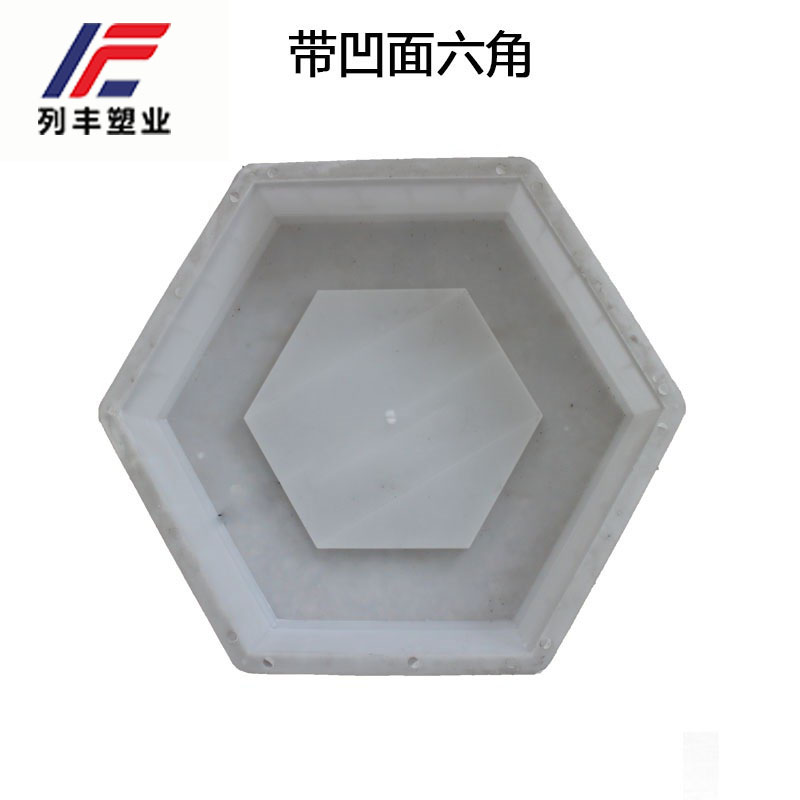
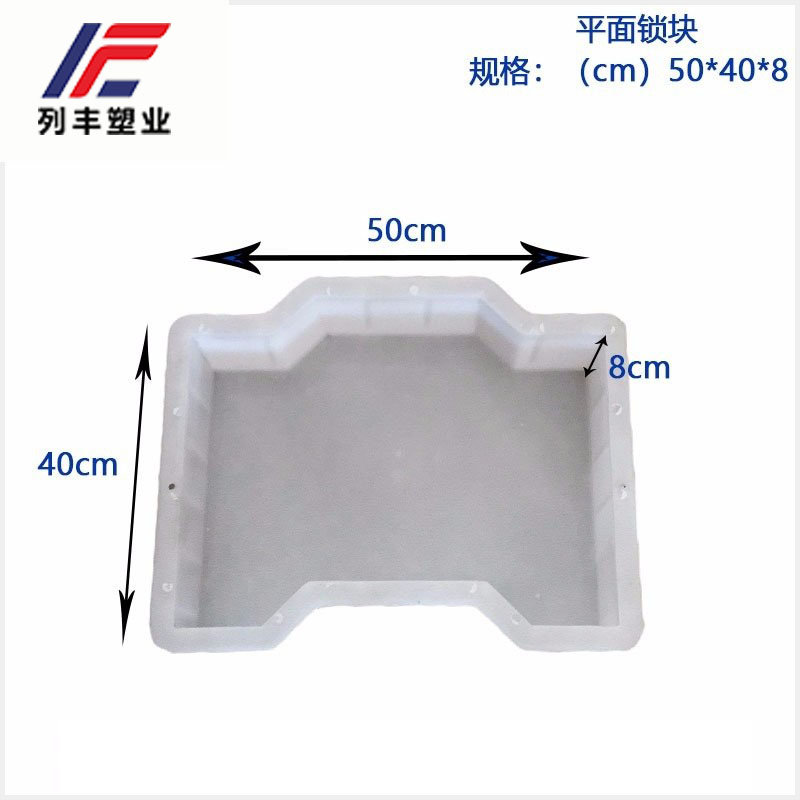
武汉列丰塑业有限公司。专业制造的盖板主要生产高速公路路沿石塑料模具,高铁护栏塑料模具,铁路电缆槽塑料模具,铁路盖板塑料模具,RPC盖板塑料模具,铁路U型槽塑料模具,雨水篦塑料模具,六角护坡塑料模具,罗马柱塑料模具,拱型骨架塑料模具,窨井盖塑料模具,等塑模。郴州专业制造的盖板产品应用于多个国家重点工程中,深受广大铁路工程建设者的认可和积极推崇!主要生产市政工程、路政工程、高铁路基护栏、桥梁护栏、河道护坡、新型建材等砼制品塑模。
高速公路路沿石塑料模具加工硬度不足的原因:淬火温度过低。郴州盖板主要是由于工艺设置温度不当、控温系统误差、装炉或进入冷却槽方法不当等原因造成。郴州盖板公司应该修正工艺温度,检修校核控温系统,装炉时,工件间隔合理摆放均匀,分散入槽,禁止堆积或成捆入槽冷却。淬火温度过高,这是由工艺设置温度不当或控温系统误差造成,应当修正工艺温度,检修校核控温系统。过回火,这是由回火温度设置过高、控温系统故障误差或炉温过高时入炉造成,应当修正工艺温度,检修校核控温系统,不高于设置炉温装入。
注塑模具:它主要是热塑性塑料件产品生产中应用最为普遍的一种成型模具。郴州盖板注塑模具对应的加工设备是注塑成型机,塑料首先在注塑机底加热料筒内受热熔融,然后在注塑机的螺杆或柱塞推动下,经注塑机喷嘴和模具的浇注系统进入模具型腔,塑料冷却硬化成型,脱模得到制品。专业制造的盖板公司吹塑模具,用来成型塑料容器类中空制品(如饮料瓶、日化用品等各种包装容器)的一种模具,吹塑成型的形式按工艺原理主要有挤出吹塑中空成型、注塑成型的形式按工艺原理主要有挤出吹塑中空成型、注射吹塑中空成型、注射延伸吹塑中空成型,多层吹塑中空成型,片材吹塑中空成型等。吹塑成型只适用于热塑料品种制品的生产。

高速公路路沿石塑料模具淬裂的预防措施:冷却不当,原因是预冷时间过长,冷却介质选择不当。盖板公司淬火介质温度渐高而冷却性能下降,搅拌不良或出槽温度过高等。措施:出炉、入槽等要快;掌握淬火介质冷却特性;油温60~80℃,水温30℃以下。郴州盖板公司当淬火量大而使冷却介质升温时,应添加冷却淬火介质或改用其它冷却槽冷却。加强冷却剂的搅拌;在Ms+50℃时取出。脱碳,这是由原材料残留脱碳层或淬火加热时造成,预防措施为可控气氛加热,盐浴加热,真空炉、箱式炉采用装箱保护或使用防氧化涂料;机加工余量加大2~3mm。



